Getting back to basics helps everyone align on production goals. See how the basic triple constraint applies to industry and production growth.
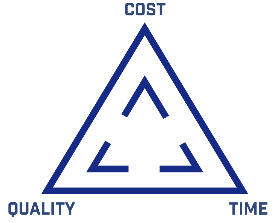
The scope triangle, or triple constraint, is an age-old project management concept that evaluates the relationship among quality, cost, and time. It helps identify any venture’s constraints and brings focus to the leadership team responsible for making it successful. As a result, it then becomes easier to communicate those expectations to stakeholders.
When considering this concept on a macro level in the foam and mattress industry, we can analyze supply and demand trajectories and how the industry responded to them. On a micro level, identifying your leading factor among quality, cost, and time can help your organization simplify your production goals. Combined, it drives direction for innovation and investment for the entire supply chain.
This article should likely be considered a “Part 1” simply due to the sheer volume of conversation that could be had on this topic. As a more philosophical discussion, the constant consideration of balance among quality, cost, and time is one that may never be put to rest, yet always strived for.
When we analyzed how this concept applies to the foam and mattress industry, we first identified examples of it on a macro scale. In retrospect, there are key lessons to be learned from the boom that erupted from the bed-in-a-box packaging development. This new packaging shifted the industry and forced it to evolve.
Lessons taken from this example can be applied, then, on a micro level as well – and we’d argue that most of us take note and adjust accordingly when these things happen in the greater industry. For C3, it’s often how we approach innovation. When we review the micro impacts on individual operations, we’ll share examples of improvements that can be made depending on what your goal constraint is (quality, time, or cost).
First, we want to review how we at C3 use the triple constraint theory and how we’ve applied it to this analysis.

Using The Triple Constraint For Market Analysis
When we consider the theory of triple constraints, we want to identify which constraint has the biggest impact on the project. The goal will then be to manage that constraint in hopes of bringing all three into better balance.
When the theory is considered from a project management viewpoint, it’s often said you can have two of the three, but you can’t have them all. Of course, everyone wants them all – low cost, high quality, in a short amount of time. Pristine, ideal manufacturing from Industry 4.0!
Unfortunately, we’re not there yet and we can’t realistically have it all. However, by analysis of production and product, we can figure out what is important for different components of manufacturing. Then, we organize our efforts to make those scenarios as effective as possible with the available resources.
Our engineers often do this when they consider machine improvements and upgrades to our existing lamination and compression designs. Sometimes, analysis identifies an innovation that improves a component’s performance against a constraint (like improving throughput, related to the time constraint). Other times, analysis can identify a bottleneck that should be fixed to mitigate risk at that stage. In each scenario, however, there is benefit to reviewing the process with the constraints in mind (an important argument for the importance of continuous design.)
The mattress industry itself has seen this theory at work on a macro level in the trajectory of the bed-in-a-box e-commerce boom a few years ago. Let’s review how this industry disruption transformed against the triple constraint as it progressed.
Macro Analysis: The Boxed Mattress Packaging Boom
When the boxed bed package using a fold-and-roll design first hit the mattress industry, the innovation was revolutionary. Functionally, the new package design was much easier to handle and therefore easier for anyone to physically move the product. The most significant impact it had, we argue, is on cost.
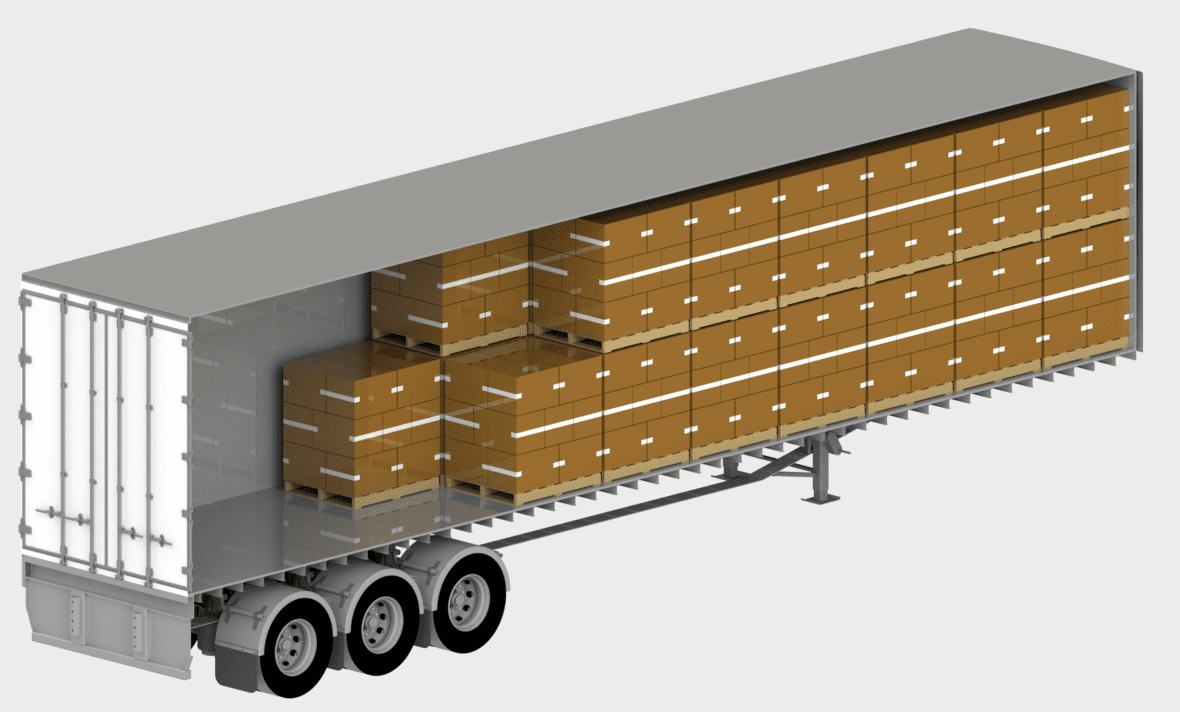
It is expensive to move a large, oblong product. Typical deliveries of mattresses were occurring in bulk to distribution locations or physical retail stores. Mattresses would have to stack or lean in shipment. This configuration caused distortion and damage to products. It also required a lot of air to be shipped in these trucks – as the truck would be full but not to max weight.
From a consumer perspective, a local delivery team would typically take the mattress directly to customer’s homes – perhaps for an added fee. Or, the consumer would pick it up from the store themselves and avoid that delivery fee. Long story short, it wasn’t the most convenient or consumer-friendly handoff, nor was it cost effective for the manufacturers and distributors.
Compression technology allows manufacturers to rid of the air in the mattress while creating a package more suitable for handling. This new design takes up less space on the truck, meaning now trucks are filled to max weight capacity. This provides huge shipment savings per unit, and also requires less trucks needed for shipments. The product also is easier to handle and store, meaning less of an inventory footprint. Plus, customers were intrigued by the new package and still today find delight in unwrapping a compressed mattress.
Cost wasn’t the only constraint affected, however. Time became critical, too. With demand soaring for the new packaging and product, supply chains needed to produce the mattresses at a rate that kept up with demand. To do this, the technology needed to fit within the current production capacities and not cause too much disruption to the production lines. A driving factor for this was the ability to package the bed in the same time or less it took to manufacture one unit. This throughput became critical as demand grew, and the resulting standard for a packaging machine like C3’s CF1396 was to package 2+ units per minute in the compress, fold, and roll package. Maintaining the time constraint allowed C3 to understand the goal and work to meet the expectations of manufacturers. As a result, our machines now meet and exceed the two-per-minute throughput on all of our packaging equipment.
Consumer demands placed an importance on time, too. Delivery of these new products couldn’t exceed current expectations. In order to please online customers, the standard delivery logistics were disrupted. Instead of shipping truckloads to a distribution point, it became more common to ship direct to consumers, unit by unit. This required manufacturers to respond with their shipment processes as well to ensure timely delivery direct to consumers’ homes.
That leaves our third constraint, quality. It seems that early on, cost and time were the most important to manage. But as the demand grew and industry responded with new technology, quality had its fair chance at impacting the manufacturing process. For beds to be packaged in this new way, they had to be made of mostly foam and other new materials. At times in this trial and error, beds experienced compression set or damage due to the compression. If not caught before shipment, these issues led to higher rates of return.
There was also risk of customer dissatisfaction as they didn’t have the try-before-you-buy experience. Buying a mattress directly online seemed risky to some; if the unboxing experience wasn’t exceptional and the bed didn’t perform as described, customers were more inclined to return the product.
These demands put emphasis on product quality. Many of the companies that joined onto the boxed bed bandwagon knew quality was not a leading factor, and often focused their strategies around quality in turn. This expanded the marketplace for these new products; as demand continued to increase and boxed mattresses and online sales captured a greater market segment. In the past year, we see retailers better balanced among the three constraints as the industry settled.
From our experience with compression packaging trends over the past few years, cost was the lead factor. The savings benefits for manufacturers changed the entire industry when considering shipment advantages and the direct to consumer channel efficiencies. Time became the second factor that needed to be controlled, as production capacity needed to exceed or maintain its level. Eventually, throughput for the packaging process needed to exceed expectations from before. Finally, quality came into importance as we saw a number of new businesses start and focus on delivering quality over cost. Quality also impacts the industry as a whole as in later years we refine the production process.
When we look at this industry disruption under the lens of the triple constraint, we see how at each stage of progress, goals and expectations shifted. Keeping watch on these shifts helped new players enter into the market and allowed early adopters to continue advancement. C3 monitors studies like these because they have takeaways that can apply directly to the design process. When we use these insights to drive innovation on our equipment, it’s important to understand the constraint driving the industry’s needs.
Micro Analysis: Machinery Upgrades & Constraint Impacts
On a macro level, it’s interesting to see the mattress industry’s boxed bed disruption analyzed in light of the triple constraint. At different stages, each constraint became a focus point over the others. The best teams have some kind of prediction of when that will occur; and those that may fail usually feel blindsided by the shift in focus.
C3 incorporates this model into almost everything we design – from the screen layout of an HMI to the next release of a lamination machine. We consider: What are our variables, what is in our control, and what will we manage? When we review industry trends on a large scale, we consider what the driving forces are causing these changes. Often if we can get to the root of the cause, it is easier to determine what, if any, action should be taken.
When we identify a design opportunity, we consider the triple constraint. In different scenarios, one constraint may top the others, and that will lead our design choices. The following are examples of this process carried out in C3 innovations, and the effects these innovations then had on mattress manufacturing potential.
Managing Cost: Consider The All-In Price
It’s tempting to review machinery investments in terms of cost to purchase and install the machine itself. On paper, it’s clear if one solution costs more than another. This may make it seem easy to choose the best solution for the price. However, what this type of decision-making process leaves out is the all-in cost of what it’ll take to produce products with the equipment. From our experience, this cost is much more important and critical to consider early on in machine purchasing decisions.
For those for whom cost is the leading constraint to control, factoring the all-in cost is critical. Machine price and install costs are one thing, but the consumable materials it will use, the number of employees needed to work and service the machine, training support, number of hangouts, cost of potential downtime, and time for cleaning and maintenance are just a few of the additional considerations that have real costs associated with them.
One of the more obvious examples of how multiple factors contribute to cost is with a compression machine and its use of film for packaging. After machine purchase and install, the facility will need to maintain film inventory to keep the machine in operation.
C3 has proprietary blended films that were designed to work best with our equipment. Our seal bar technology combined with our film is a surefire way to guarantee a product with integrity and limited sealing issues. For some facilities, film purchases aren’t considered as critical to the operability of the machine and cost becomes the leading constraint.
When this happens, it puts facilities at greater risk of losing on quality. Different films risk issues with performance if not optimized for their application. We’ve seen customers struggle with sealing and package quality due to using less expensive films not meant for this type of packaging. In worst case scenarios, it leads to machine down-time for service – an added cost. Often, the costs associated with the emergency services, parts, and downtime offset any savings that may have been earned on the film purchase itself.
C3 works to combat this risk by providing film with a crediting program for services. It’s our way of “guaranteeing the package.” For when purchasing film for use on our machines, we’ll bank credits to use on servicing the machine in case of downtime or parts needs. This program exists to help customers manage both quality and cost.

Managing Time: More Than Just Throughput
Much of the time constraint in manufacturing is related to throughput: How many units are produced per minute? Per Shift? Per Week? Year? The goal being to learn how fast can we move a product through its manufacturing stages to become a completed unit. The throughput of each stage needs to be in unison with other stages. Like with the boxed packaging innovation, throughput was determined by how fast it needed to be to keep up with the lamination and assembly stages. Coordinating this throughput across the production line is key to any efficient system.
Like with cost, there’s more to managing the time constraint than simply machine throughput. Material handling, machinery uptime, shift change outs, efficient management of work in progress and inventory, or best-fit layouts that minimize footprint all impact the time constraint.
One discovery C3 made in the past year was the importance of work in progress (WIP) management. When working with machines at optimal throughput, the facility must ensure the machines are properly fed with raw material or partial units ready for the next stage. Oftentimes what we see with facilities adopting automation equipment for the first time, is the machines outpace the material supply. When this happens, it’s extremely inefficient for the facility, as the employees and machinery sit vacant without product to produce.
One way to combat this is with a WIP management plan. When clients struggle to keep WIP in the right stages, C3 suggests to create storage areas to help with supply. A great example of where this is most effective is after lamination. A C3 laminator can run at 200 feet per minute. This throughput can be maximized when raw material is available and produce a full shift of product through the lamination stage.
The next stage, assembly, is often the slowest part of mattress production. Typically a good assembly team can make one mattress per minute, but because the stage requires operators to adjust fire socks and covers, the throughput isn’t consistent. The lamination stage could potentially risk being slowed down due to the assembly stage because of the differing levels of automation. This can decrease overall line performance. If using a storage system to manage WIP after lamination, teams can start shifts with the right amount of product needed for the day’s output. Lamination can be scheduled to run what the assembly team needs without disruption. This way, lamination isn’t stalled due to assembly inefficiencies, and assembly always has enough product to keep the line fed.
Manage Quality: In-line Quality Analysis
In the mattress industry, we find quality matters a lot at the start and end of production, but not much innovation exists in between to ensure what manufacturers set out to make is what they shipped to customers. In the beginning, lab tests on raw materials and sample products are done to prove quality in choice of materials. At the end, it’s often customer reviews and return rates that determine if they were successful. This leaves a lot of room for error in between when the product is being made.
C3 developed a simple testing unit that runs in-line with the packaging machine, the FD1000 Force Displacement QA Unit. This system measures 200 data points of force with a plate that presses into the finished good. It then graphs the force over time to determine if the product is in or out of spec for that SKU. By using this system, operators can pull faulty products from the line before it’s packaged.
The best thing about this unit is that it provides real time quality data in-line with production, meaning, it doesn’t’ slow throughput to perform the test. This gives operators immediate indication if a product is faulty or not, and can reduce bad products from shipping to customers. Common issues this unit detects include product built upside-down, too-tight covers, or layers built out of order. This test allows facilities to reduce their return ratios by ensuring they’re making and shipping quality product.

Using The Triple Constraint With C3 Clients
These examples obviously don’t only achieve goals for the main constraint. Most of the time it’s a blend of benefits the customer experiences as a result of the technology. But upon analysis, it’s often clear there’s a forerunner benefit that most seek to achieve with the installment.
One of the ways in which C3’s team can better serve clients is in helping them identify what their leading constraints are – is it to maximize production (time)? Or rather to create luxury products (quality)? Or, rather, is it more important to be efficient in manufacture and shipment (cost)? Oftentimes, these answers match the vision of your brand and company.
This process helps to simplify goals for both the manufacturer and vendor because it becomes easier to make decisions around what’s needed from a machinery and resource standpoint. If you’re looking to produce on quality, then you need high-end equipment that produces excellence at 99.99%. If you are making an economic bed in a box, then moving product through production using as few resources as possible is more of your focus (cost).
When looking at these three concepts with a future-forward mindset, then you can start to paint a vision for how to scale your business and operations. A facility may start by producing quality to gain brand trust and recognition, and then scale manufacturing to take advantage of economies of scale. The last consideration may be on cost savings to reduce bottlenecks and invest in areas to provide better Q/A and WIP management.
C3 helps with managing these expectations and identifying the best two out of three constraints to focus on. We often work with product development teams, research engineers, and operations managers to work through new product designs and how they’ll integrate into current production capacities. We also provide recipe creation guidance to maximize production capacity. And of course, production reviews to identify bottlenecks, causes for lot issues, etc.
Our own R&D never sleeps either, and we’re always evaluating the changes in the industry and how we’ll drive innovation around the new expectations. Or better, identify what we believe will be the future expectations and create new tools for manufacturers to use to create tomorrow’s products. One thing’s for sure, though, that this age-old theory of triple constraint has power in both industry analysis and design direction. it’s a tool we’ll continue to use to drive innovation – both internally and with our clients.